


Sikaflex®-552 AT
Sikaflex®-552 AT est une colle STP monocomposante élastique qui a été spécialement développée pour le collage de grands éléments dans le domaine de la construction de véhicules. Sikaflex®-552 AT convient pour le collage de métaux, GRP, matériaux céramiques et plastiques. Sikaflex®-552 AT présente une bonne adhérence sur de nombreux supports avec peu de traitement préalable.
- Bonne adhérence sans primaire sur une grand nombre de supports
- Exempt d'isocyanate et de solvants
- Peut être peint
- Convient aussi pour les sollicitations dynamiques
- Résiste au vieillissement et aux intempéries
AVANTAGES DU PRODUIT
- Bonne adhérence sans primaire sur une grand nombre de supports
- Exempt d'isocyanate et de solvants
- Peut être peint
- Convient aussi pour les sollicitations dynamiques
- Résiste au vieillissement et aux intempéries
Utilisation
Sikaflex®-552 AT est adapté à la réalisation d'assemblages soumis en service à des contraintes dynamiques. Les supports appropriés sont les métaux, spécialement l'aluminium, les apprêts et peintures, les vernis, les céramiques et les plastiques. Sikaflex®-552 AT présente une bonne adhérence sur de nombreux supports avec peu de traitement préalable. Consulter les recommandations du fabricant avant d'utiliser Sikaflex®-552 AT sur des matériaux susceptibles de se fissurer sous contrainte. Des essais préliminaires doivent être effectués avec les matériaux originaux pour éviter les fissures sous contrainte. Ce produit ne convient qu'aux utilisateurs expérimentés. Pour garantir l'adhérence et la compatibilité des matériaux, des essais préliminaires doivent être effectués avec les matériaux d'origine dans les conditions appropriées.Emballage
| Cartouche | 300 ml |
| Portion | 600 ml |
Détails du produit
| Base Chimique | Polymère à terminaison silane (STP) | |
| Couleur (CQP001-1) | Blanc, noir | |
| Mode de polymérisation | Polymérise sous l'action de l'humidité | |
| Densité (avant durcissement) | 1.5 kg/l | |
| Résistance à l'affaissement (CQP061-1) | Très bien | |
| Température d'application | Environnement | 5 à 40 °C |
| Temps de formation de peau (CQP019-1) | 30 minutes A | |
| Vitesse de durcissement (CQP049-1) | Voir diagramme 1 | |
| Dureté Shore A (CQP023-1 / ISO 48-4) | 50 | |
| Résistance à la traction (CQP036-1 / ISO 527) | 3 MPa | |
| Allongement à la rupture (CQP036-1 / ISO 527) | 600 % | |
| Résistance à la déchirure amorcée (CQP045-1 / ISO 34) | 15 N/mm | |
| Résistance à la traction et au cisaillement (CQP046-1 / ISO 4587) | 2 MPa | |
| Température de service (CQP509-1 / CQP513-1) | -50 à 90 °C | |
| Durée de stockage | Cartouche Portion Fût / Tonnelet | 15 mois B 12 mois B 9 mois B |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % h.r. | B) Stockage au-dessous de 25 °C |
MODE DE POLYMÉRISATION
Sikaflex®-552 AT polymérise sous l'action de l'humidité de l'air. Lorsque la température s'abaisse, la quantité d'eau contenue dans l'air diminue ce qui a pour conséquence de ralentir la réaction de durcissement (voir diagramme 1).
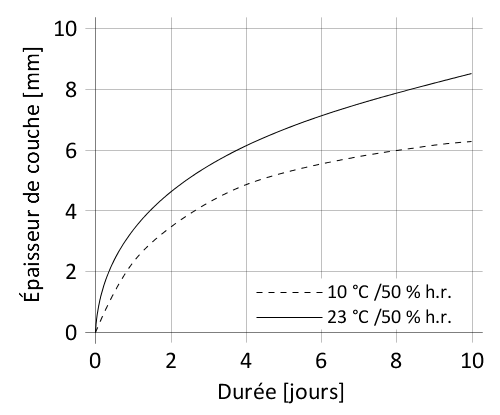
Diagramme 1: Vitesse de durcissement de Sikaflex®-552 AT
RÉSISTANCE CHIMIQUE
Sikaflex®-552 AT est généralement résistant à l'eau douce, à l'eau de mer, aux acides dilués et solutions alcalines diluées; résiste temporairement aux carburants, aux huiles minérales, graisses et huiles végétales et animales; ne résiste pas aux acides organiques, au glycol, aux acides minéraux concentrés et aux alcalis ou solvants.
Application
Traitement préalable de la surface
Les surfaces à assembler doivent être propres, sèches et exemptes de graisse, d'huile et de poussière. La traitement préliminaire de la surface dépend de la nature spécifique du support et est déterminante pour une liaison durable. Des informations sur le traitement préliminaire du support sont disponibles dans le Guide des préparations de surface Sika® actuel. Les informations qui y sont contenues sont basées sur l'expérience et doivent toujours être vérifiées par des tests préliminaires avec des matériaux originaux.
Application
Sikaflex®-552 AT peut être appliqué à des températures situées entre 5 °C et 40 °C. Les changements de réactivité et de propriétés d'application doivent être pris en compte. La température optimale pour le support et la colle se situe entre 15 °C et 25 °C.
Noter que la viscosité augmente à des températures fraîches. Pour faciliter l'application, chauffer la colle à température ambiante.
Pour obtenir une épaisseur de colle régulière, il est recommandé d'appliquer la colle en cordon triangulaire (voir croquis 1).
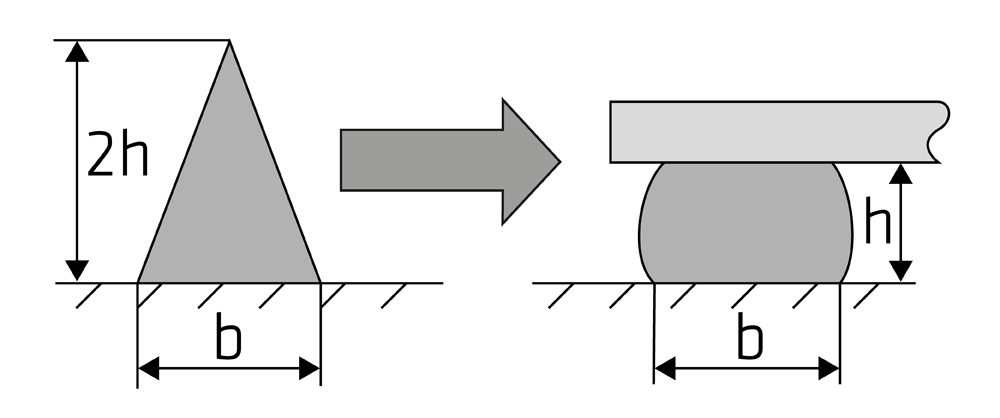
Croquis 1: Application de colle recommandée
Appliquer Sikaflex®-552 AT à l'aide d'un pistolet pour cartouches/portions ou d'une installation de pompage approprié. Des informations sur le choix et la mise en place d'un système de pompage approprié sont disponibles auprès de System Engineering de Sika Industry.
Le temps de formation de la peau est nettement plus court dans les climats chauds et humides. Toujours assembler les composants dans le temps de formation de la peau. Une fois qu'une peau s'est formée, ne plus presser.
Lissage et finition
Le lissage des joints doit être réalisé avant que la colle n'ait formé sa peau. Pour le lissage, il est recommandé d'utiliser Sika® Tooling Agent N. Tout autre agent de lissage devra être testé afin de vérifier la compatibilité.
Nettoyage
Les résidus de Sikaflex®-552 AT non polymérisés sur les outils et installations peuvent être nettoyés avec Sika® Remover-208 ou un autre solvant approprié. Une fois durci, le matériau ne peut être enlevé que mécaniquement.
Le nettoyage des mains et de la peau doit être effectué immédiatement à l'aide de lingettes de nettoyage appropriées (p.ex. Sika® Cleaner-350H) ou d'une pâte pour les mains industrielle appropriée et de l'eau. Ne pas utiliser de solvants sur la peau!
Mise en peinture
Il est préférable de surcoucher Sikaflex®-552 AT pendant le temps de formation de peau. Si le processus de mise en peinture a lieu après la formation de la peau, l'adhérence peut être améliorée en prétraitant la surface du joint avec Sika® Aktivator-100 ou Sika® Aktivator-205 avant de peindre. Si la peinture nécessite un processus de cuisson (au-dessus de 80 °C), les meilleurs résultats sont obtenus lorsque le mastic a complètement durci au préalable. La compatibilité des peintures doit être vérifiée par des essais préliminaires dans les conditions de production. Comme l'élasticité de la peinture est inférieure à celle du mastic, des fissures de peinture peuvent se produire dans la zone du joint.