

Sikaflex®-953 L15
Sikaflex®-953 L15 ist ein zweikomponten STP-Montagekleb- und Dichtstoff. Die Aushärtung erfolgt durch die chemische Reaktion beider Komponenten. Sikaflex®-953 L15 hat eine gute Witterungsbeständigkeit und kann aufgrund der guten spaltfüllenden Eigenschaften für Dichtfugen im Aussenbereich eingesetzt werden. Sikaflex®-953 L15 eignet sich auch sehr gut für Anwendungen, bei denen über lange Strecken gepumpt werden muss.
- Über lange Distanz pumpbar
- Geringe Vorbehandlung bei den meisten gängigen Untergründen notwendig
- Frei von Lösemittel und Isocyanat
- Gutes Spaltfüllvermögen
- Gute Witterungs- und Alterungsbeständigkeit
PRODUKTVORTEILE
- Über lange Distanz pumpbar
- Geringe Vorbehandlung bei den meisten gängigen Untergründen notwendig
- Frei von Lösemittel und Isocyanat
- Gutes Spaltfüllvermögen
- Gute Witterungs- und Alterungsbeständigkeit
Anwendung
Sikaflex®-953 L15 eignet sich zum Verkleben von grossen Bauteilen, die dynamischen Belastungen ausgesetzt sind und bei denen das Erreichen einer Frühfestigkeit erforderlich ist. Mögliche Untergründe sind Metalle, insbesondere Aluminium (auch eloxiert), Stahl (auch phosphatiert, chromatiert und verzinkt), Metallgrundierungen und Lacke (zweikomponentige Systeme), keramische Materialien und Kunststoffe. Herstellerempfehlungen beachten bevor Sikaflex®-953 L15 auf spannungsrissgefährdeten Materialien verwendet wird. Vorversuche müssen mit Originalmaterialien durchgeführt werden, um Spannungsrisse zu vermeiden. Dieses Produkt ist nur für erfahrene Anwender geeignet. Um Haftung und Materialverträglichkeit sicherzustellen, müssen Vorversuche mit Originalmaterialien unter den jeweiligen Bedingungen durchgeführt werden.Verpackung
Sikaflex®-953 L15
| Dual-Kartusche | 490 ml |
| Mischer: MFHX 13-18T von medmix |
Sikaflex®-953 L15 (A)
| Hobbock | 23 l |
| Fass | 195 l |
Sikaflex®-905 (B)
| Hobbock | 23 l |
Produktedetails
| Eigenschaften |
| ||||
| Chemische Basis | 2-K silanterminiertes Polymer (STP) | ||||
| Farbe (CQP001-1) |
| ||||
| Dichte (vor Aushärtung) |
gemischt |
| |||
| Mischungsverhältnis | A:B nach Volumen A:B nach Gewicht | 10 : 1 11.7 : 1 | |||
| Standfestigkeit (CQP061-1) | Gut | ||||
| Verarbeitungstemperatur | 5 bis 40 °C | ||||
| Hautbildezeit (CQP019-1) | 20 Minuten A | ||||
| Offenzeit (CQP526-1) | 15 Minuten A | ||||
| Durchhärtegeschwindigkeit (CQP046-1) | Siehe Tabelle 1 A | ||||
| Volumenänderung (CQP014-1) | -2 % | ||||
| Härte Shore A (CQP023-1 / ISO 48-4) | 50 | ||||
| Zugfestigkeit (CQP036-1 / ISO 527) | 2.5 MPa | ||||
| Reissdehnung (CQP036-1 / ISO 527) | 400 % | ||||
| Weiterreisswiderstand (CQP045-1 / ISO 34) | 15 N/mm | ||||
| Zugscherfestigkeit (CQP046-1 / ISO 4587) | 1.5 MPa | ||||
| Wärmebeständigkeit (CQP 513-1) | 1 Stunde | 160 °C | |||
| Einsatztemperatur (CQP513-1) | -45 bis 90 °C | ||||
| Haltbarkeit (CQP016-1) | 9 Monate B | ||||
| Mischer | für Dosieranlage | Statomix® MS 13-18-G |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % r.F. | B) Lagerung zwischen 5 und 25 °C, B-Komponente ist frostempfindlich |
HÄRTUNGSMECHANISMUS
Die Aushärtung von Sikaflex®-953 L15 erfolgt durch die chemische Reaktion der beiden Komponenten.
| Zeit [h] | Zugscherfestigkeit [MPa] |
| 2 | 0.4 |
| 4 | 0.9 |
| 6 | 1.1 |
Tabelle 1: Zugscherfestigkeit (CQP 046-1) bei 23 °C / 50 % r.F.
CHEMISCHE BESTÄNDIGKEIT
Sikaflex®-953 L15 ist im Allgemeinen beständig gegen Süsswasser, Meerwasser, verdünnte Säuren und verdünnte Laugen; kurzzeitig beständig gegen Kraftstoffe, Mineralöle, pflanzliche und tierische Fette und Öle; nicht beständig gegen organische Säuren, Glykol, konzentrierte Mineralsäuren und Laugen oder Lösungsmittel.
Applikation
Oberflächenvorbehandlung
Die Haftflächen müssen sauber, trocken und frei von Fett, Öl und Staub sein. Die Oberflächenvorbehandlung hängt von der spezifischen Beschaffenheit des Untergrundes ab und ist entscheidend für eine dauerhafte Verbindung. Hinweise zur Untergrundvorbehandlung sind in der aktuellen Sika® Vorbehandlungstabelle zu finden. Die dort enthaltenen Informationen basieren auf Erfahrungen und müssen in jedem Fall durch Vorversuche mit Originalmaterialien überprüft werden.
Verarbeitung
Sikaflex®-953 L15 muss mit einer geeigneten Dosieranlage verarbeitet werden. Mischertyp ist zu beachten (siehe Tabelle typische Produkteigenschaften).
Sikaflex®-953 L15 kann zwischen 5 °C und 40 °C verarbeitet werden. Änderungen in der Reaktivität und den Applikationseigenschaften müssen berücksichtigt werden. Die optimale Temperatur für Untergrund und Klebstoff liegt zwischen 15 °C und 25 °C.
Für eine gleichmässige Klebstoffschichtdicke empfiehlt es sich, den Klebstoff in Form einer Dreiecksraupe aufzutragen (siehe Abbildung 1).
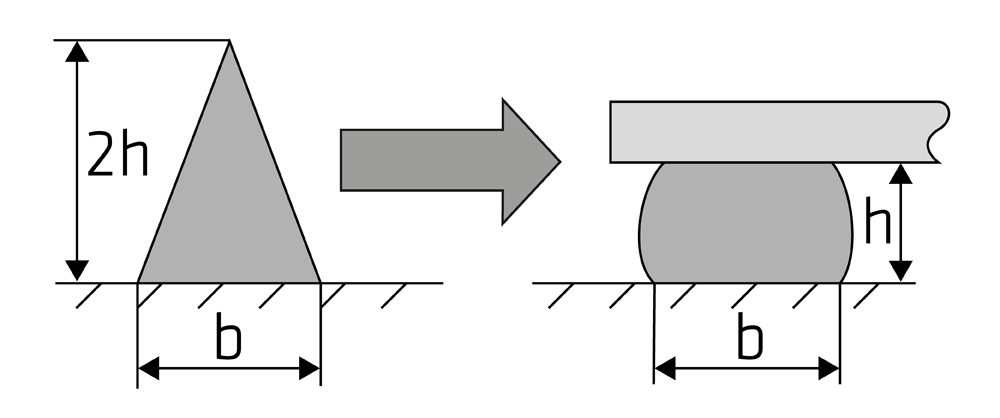
Abbildung 1: Empfohlener Klebstoffauftrag
Die Offenzeit ist bei heissem und feuchtem Klima deutlich kürzer. Die zu verklebenden Teile müssen immer innerhalb der Offenzeit gefügt werden. Als Faustregel gilt, dass eine Änderung von 10 °C die Offenzeit um die Hälfte reduziert.
Sikaflex®-953 L15 kann mit einer Pumpanlage verarbeitet werden. Informationen zur Auswahl und Einrichtung eines geeigneten Pumpensystems gibt das System Engineering bei Sika Industry.
Abglätten
Das Abglätten muss innerhalb der Offenzeit des Klebstoffs erfolgen. Zum Abglätten wird Sika® Abglättmittel N empfohlen. Andere Abglättmittel müssen auf ihre Eignung überprüft werden.
Entfernung
Nicht ausgehärtetes Sikaflex®-953 L15 kann mit Sika® Remover-208 oder anderen geeigneten Lösemitteln von Werkzeugen und Geräten entfernt werden. Ausgehärtetes Material kann nur noch mechanisch entfernt werden.
Hände/Haut müssen sofort mit geeigneten Reinigungstüchern (z. B. Sika® Cleaner-350H) oder Industriehandreinigern und Wasser gewaschen werden. Keine Lösemittel auf der Haut verwenden!
Überlackierbarkeit
Am besten kann Sikaflex®-953 L15 innerhalb der Hautbildezeit überlackiert werden. Erfolgt der Lackiervorgang nach der Hautbildung, kann die Haftung verbessert werden, indem die Fugenoberfläche vor dem Lackieren mit Sika® Aktivator-100 oder Sika® Aktivator-205 vorbehandelt wird. Erfordert der Lack einen Einbrennprozess (über 80 °C), erzielt man das beste Ergebnis, wenn der Dichtstoff zuvor vollständig aushärtet ist. Die Lackverträglichkeit muss durch Vorversuche unter Produktionsbedingungen überprüft werden. Da die Elastizität der Lacke geringer ist als die des Dichtstoffs, kann es zu Lackrissen im Fugenbereich kommen.